在食品添加剂的生产过程中,烘干是决定产品最终品质、纯度及稳定性的关键环节。传统的烘干方式往往面临能耗高、温度控制不均、存在污染风险等问题,直接影响生产效率和产品安全。如今,越来越多的食品添加剂烘干厂家开始寻求技术升级,而采用高效、清洁、精准的直燃式热风加热方案,尤其是专业的食品添加剂烘干燃烧器,正成为提升核心竞争力的不二之选。这类设备通过直接加热空气产生洁净热风,能实现对物料快速、均匀且无污染的干燥,完美契合食品添加剂行业对卫生与工艺的严苛要求。
食品添加剂的种类繁多,从维生素、氨基酸到各类香精香料、胶体等,其物理化学性质各异,对烘干温度、热风洁净度及加热速度的要求也千差万别。普通的燃煤或燃油加热方式,不仅热效率低下,更易因燃烧不完全而产生硫化物、粉尘等污染物,存在污染产品的风险。因此,现代化的食品添加剂烘干厂家必须采用清洁能源(如天然气)和专用的燃烧技术。专业的食品添加剂烘干燃烧器正是为此而生,它能够提供稳定、可控、洁净的高温热源,确保烘干过程既高效又安全,从源头保障食品添加剂的品质。

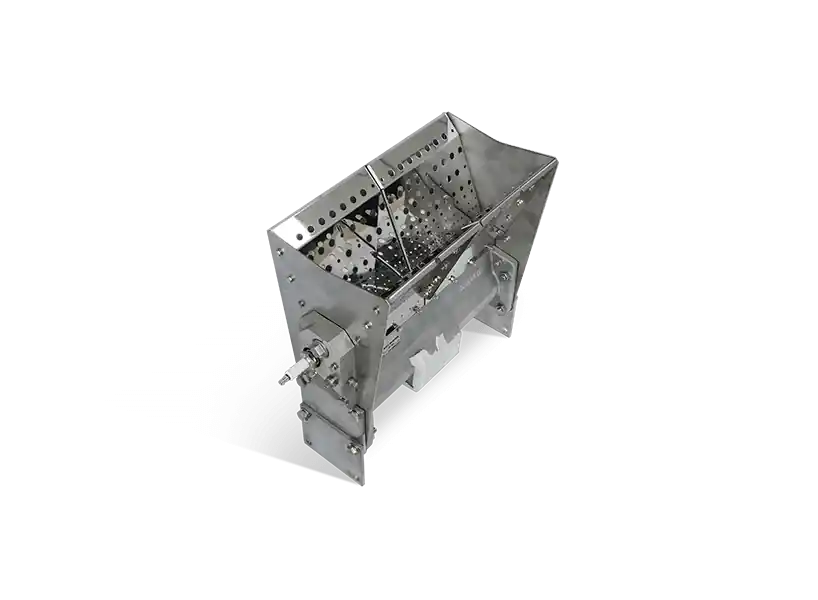
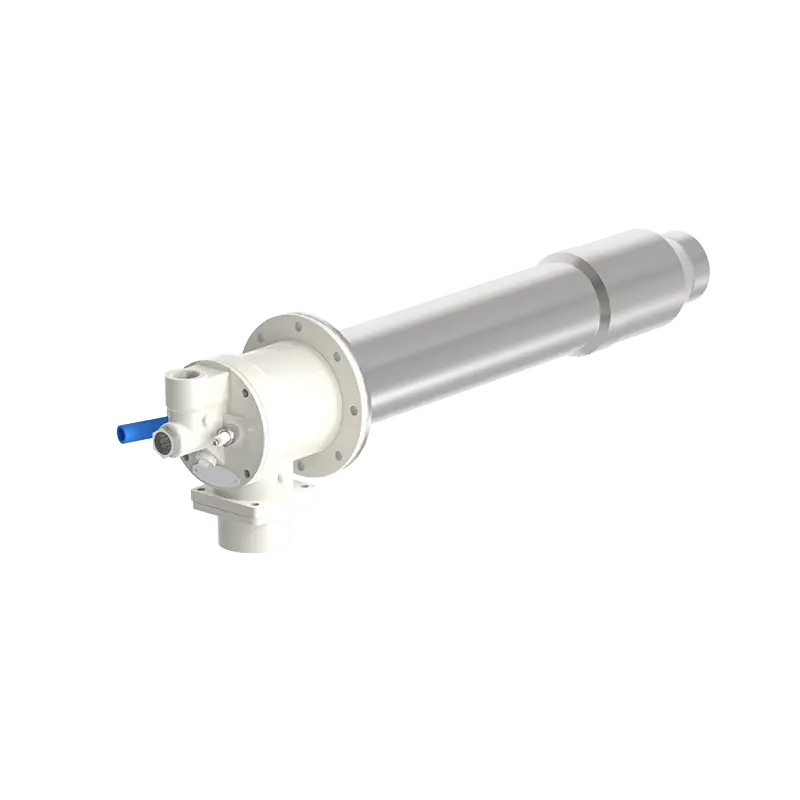
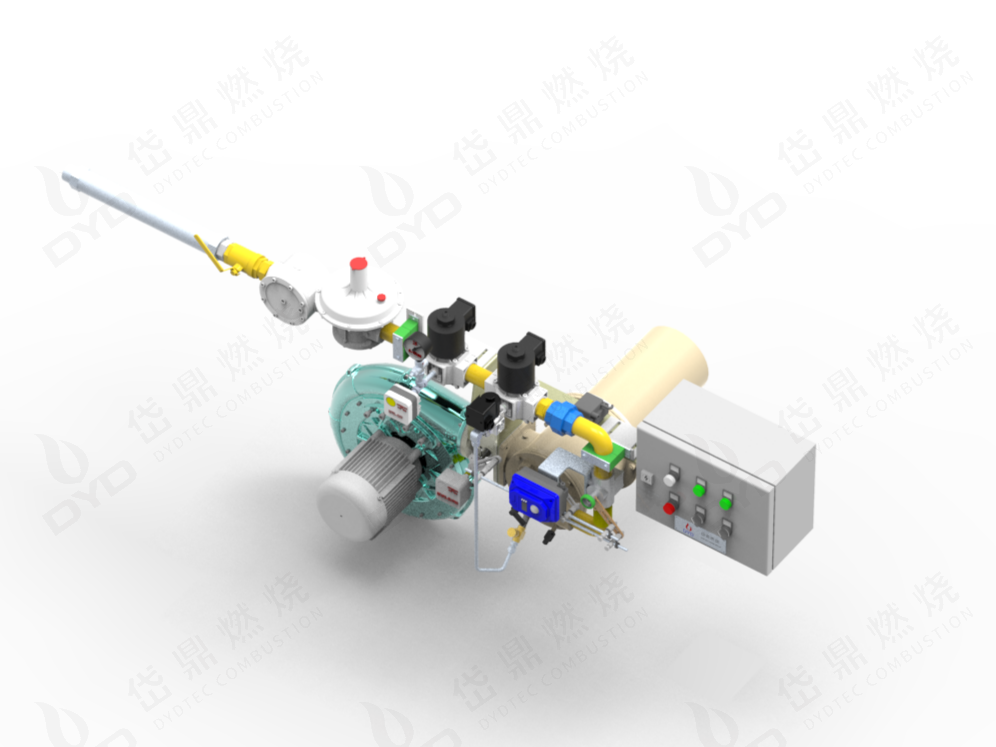
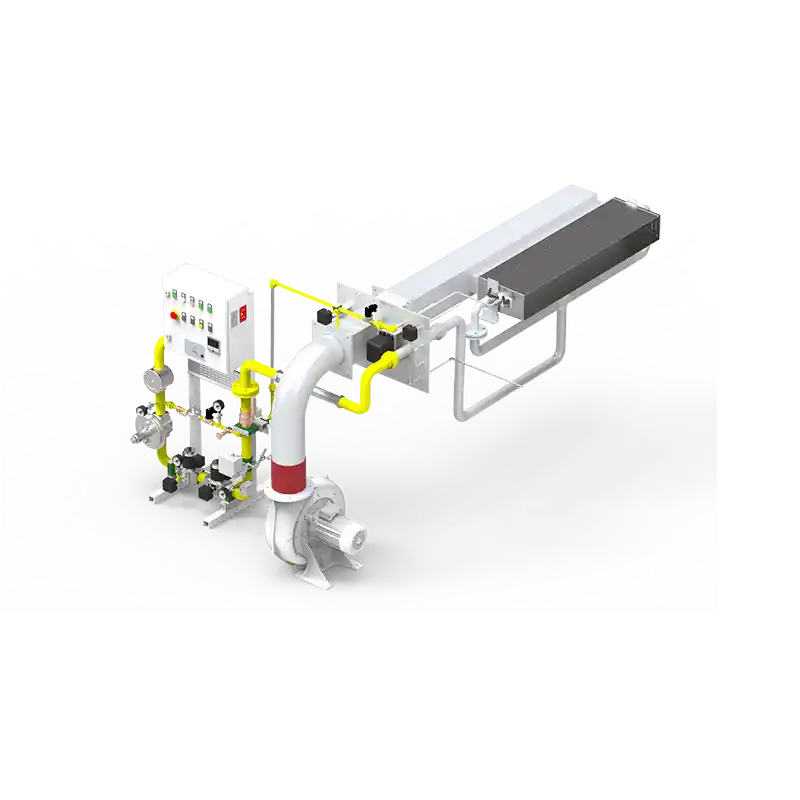
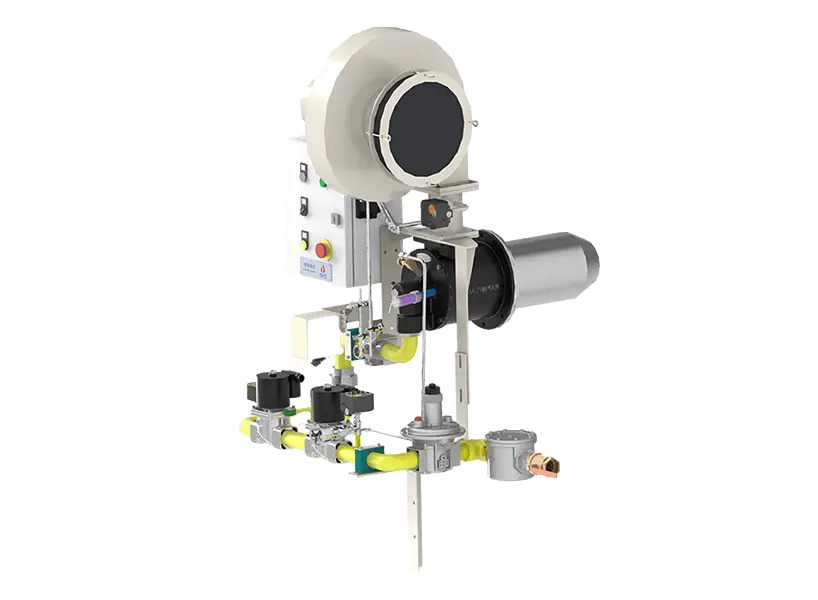
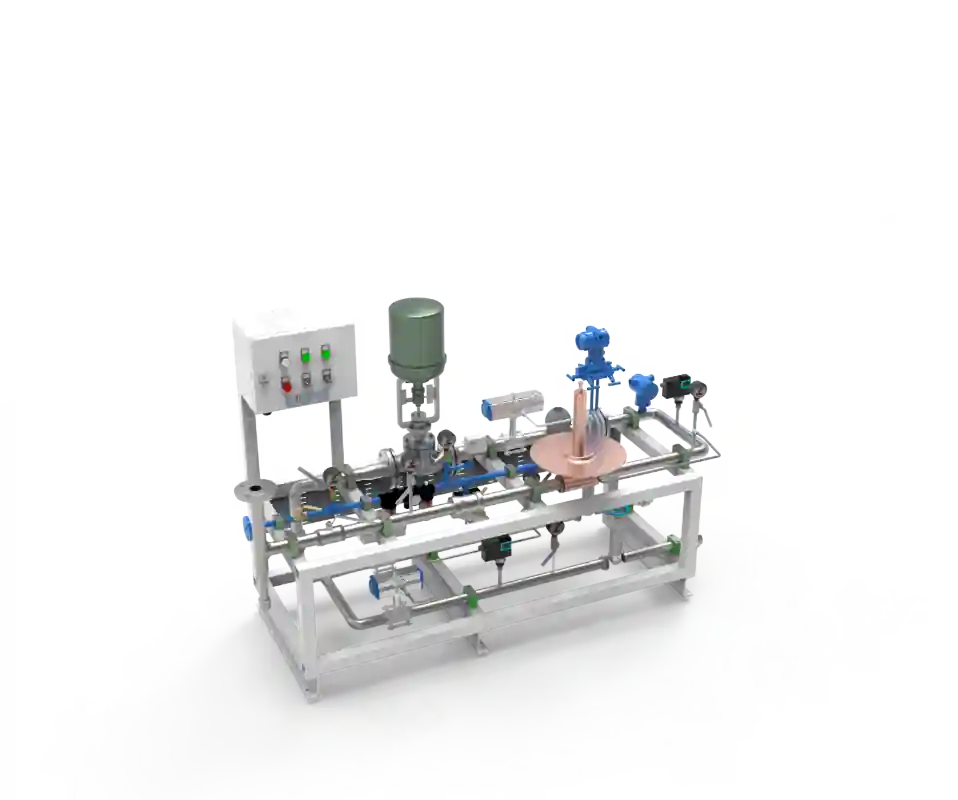
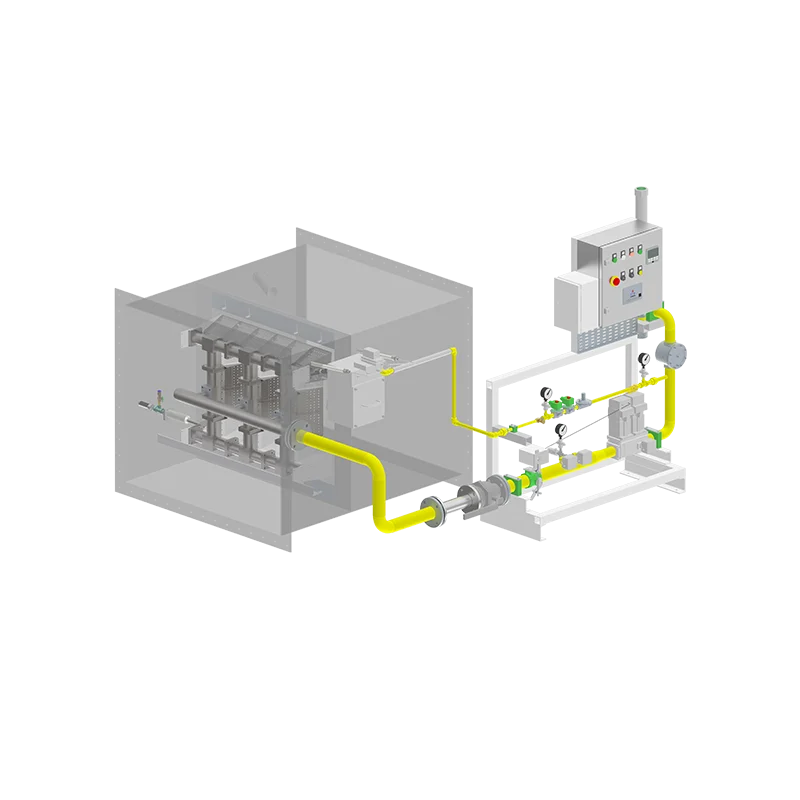
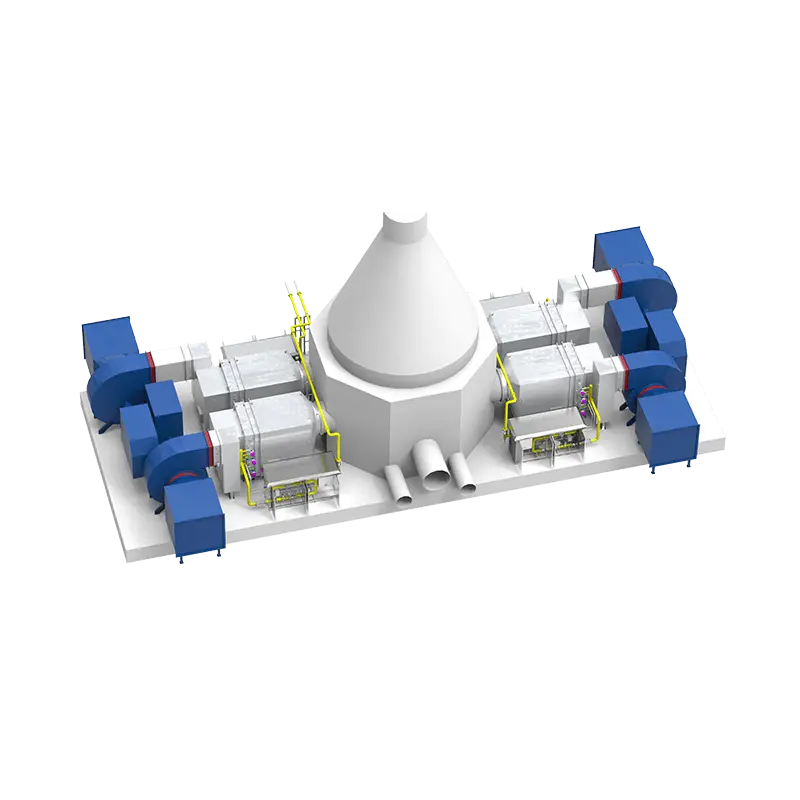
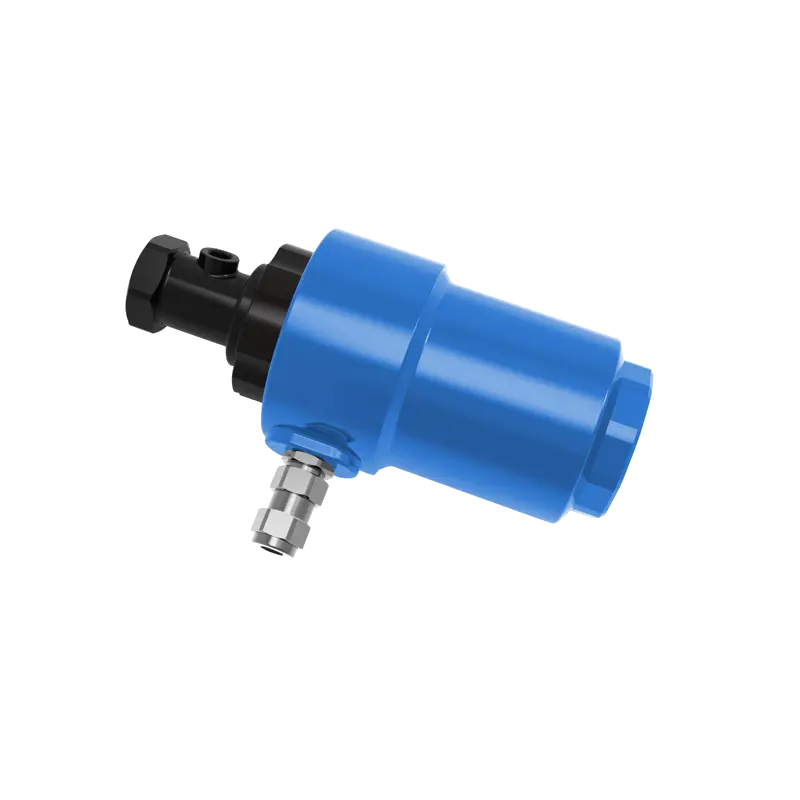
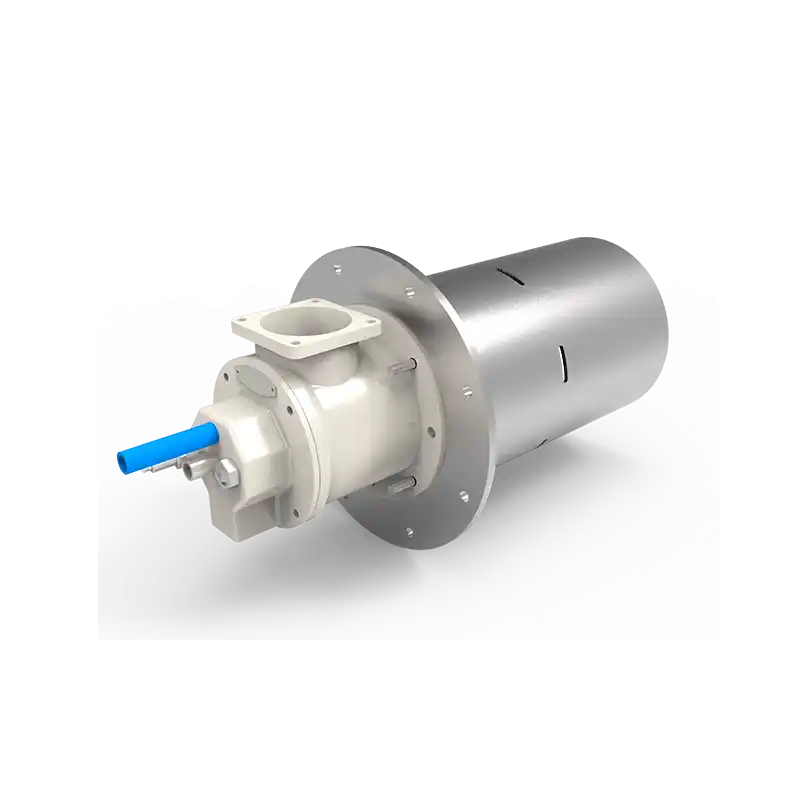
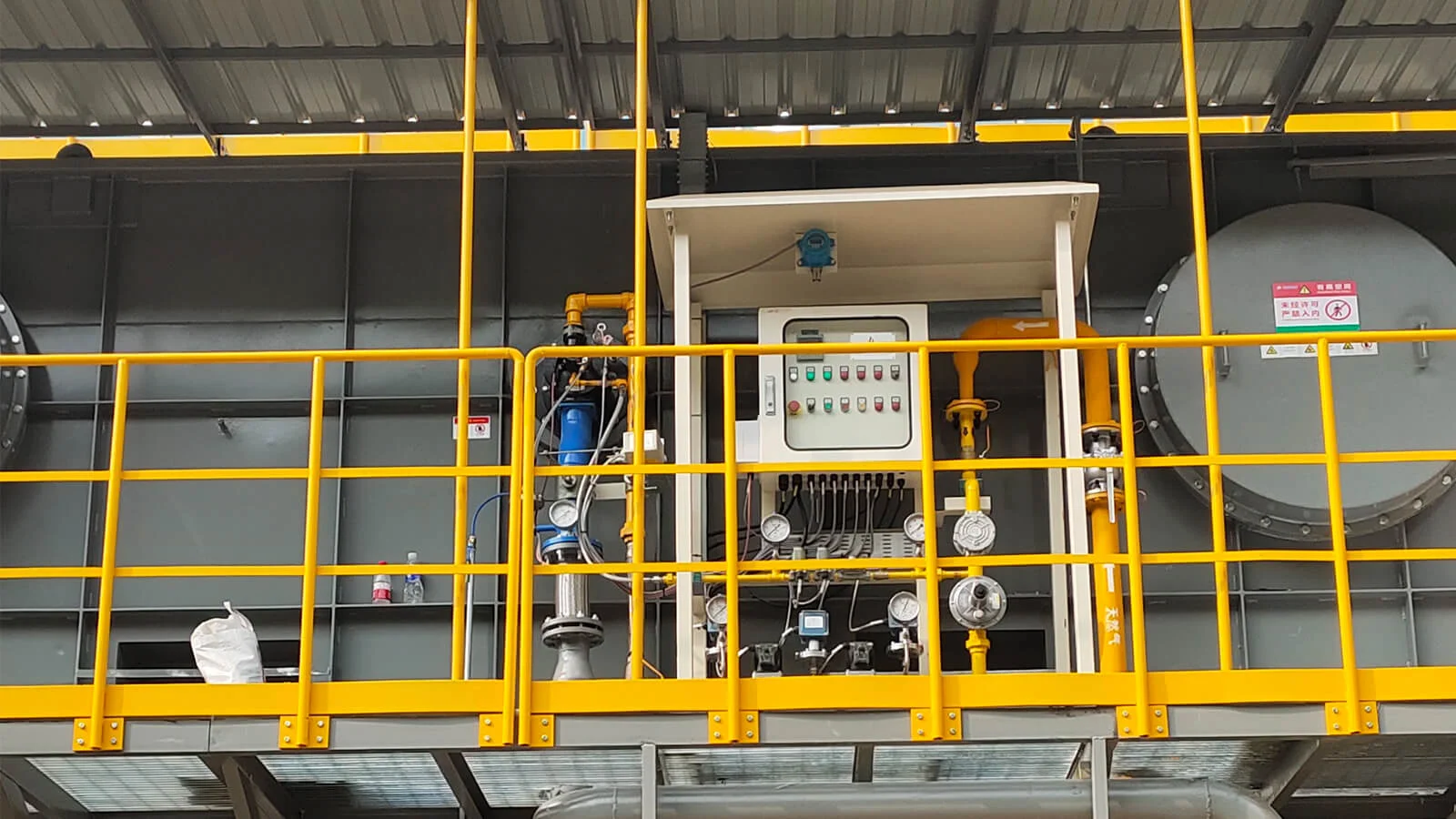
(食品添加剂烘干燃烧器)
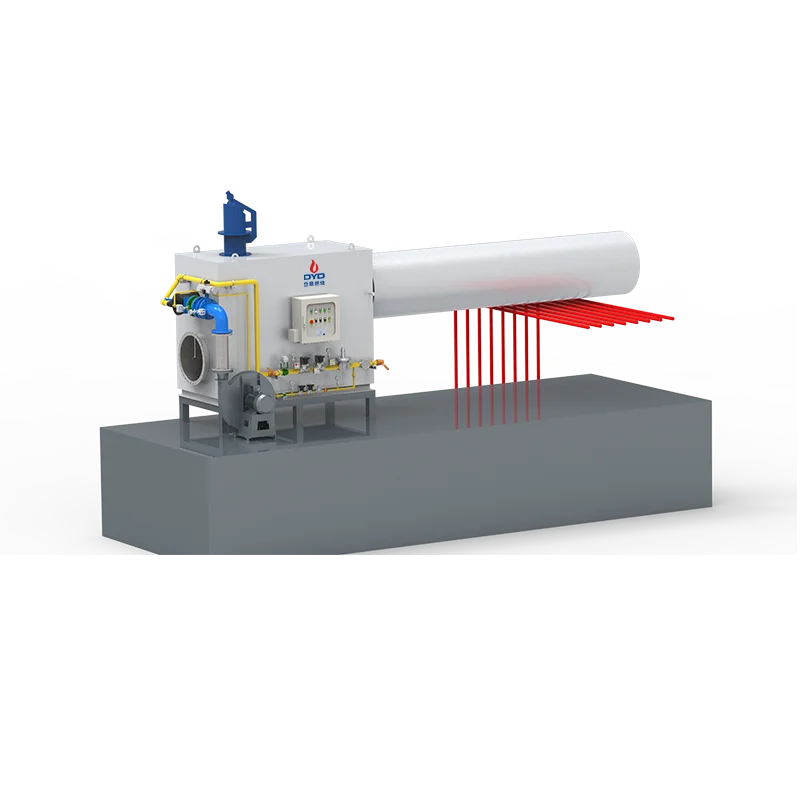
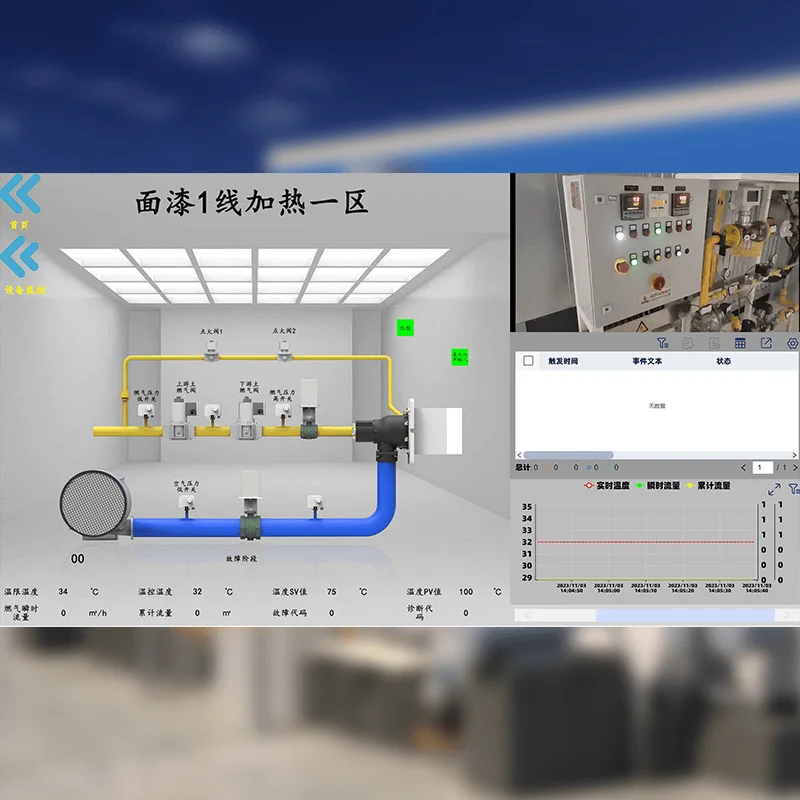
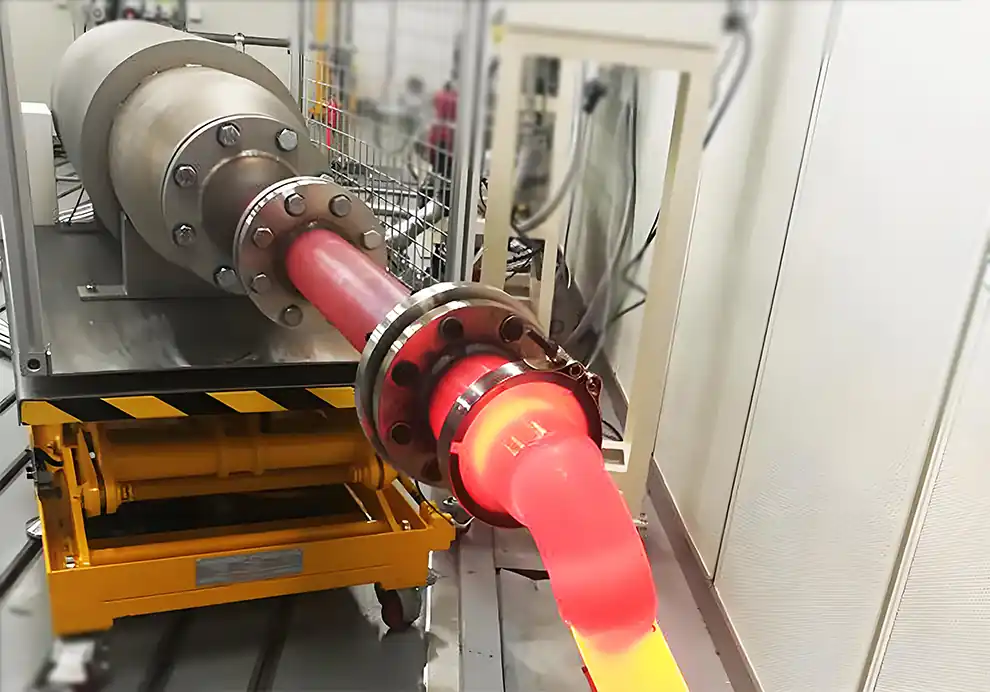
一款优秀的食品添加剂烘干燃烧器,其价值远不止于 “点火加热”。以行业内先进的设计为例,如 Linofire-HC 系列燃烧器,它是根据欧盟燃气工业安全应用标准 EN746-2 设计的直燃热风加热大功率燃烧器。这种燃烧器安装在风道内,能在短时间内产生大幅的火焰加热面积,可应用于各种中低温加热应用,如热风烘箱、工业干燥炉和热风炉等,尤其适用于加热空间有限的工况。其核心优势在于 “专为直燃空气加热和低中温干燥应用设计”。对于需要精确控温的食品添加剂烘干线来说,这种特性意味着更高的热效率和更均匀的热风分布。
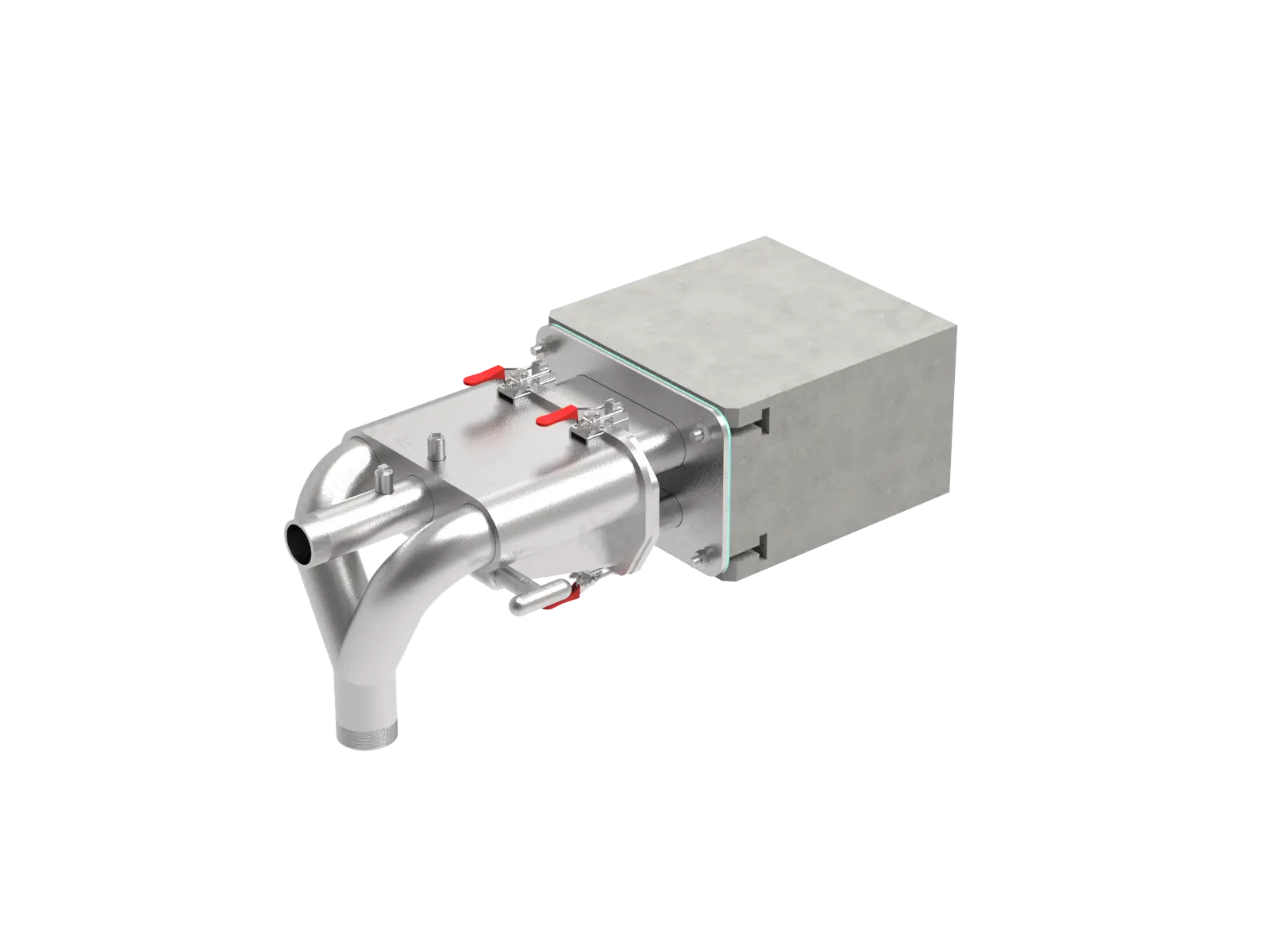
作为食品添加剂烘干厂家,在选购燃烧设备时,不能只看价格,更应深入考察其技术性能。首先,是环保排放指标。先进的燃烧器具备 “低 CO、NOx 排放” 的特性,这不仅是响应环保政策的需要,更是杜绝有害气体污染产品、保障车间环境安全的前提。其次,是功率与调节比。例如,额定功率 500kW 的型号能满足较大产能需求,而 “燃烧器调节比可达 30:1” 则意味着设备在低负荷运行时依然能保持高效稳定,适应不同产量和烘干阶段的需求,节能效果显著。再者,火焰形态至关重要。“火焰长度短,最大长度 1500mm” 的设计,使得热量能在有限空间内快速释放并被空气充分吸收,提高了换热效率,也增强了设备布局的灵活性。此外,安全认证不容忽视,符合 ANSI/CSA 等国际标准的燃烧器,其安全可靠性更有保障。最后,系统集成度也需考虑,例如 “无需助燃风机” 的设计简化了系统结构,降低了故障率和维护成本。

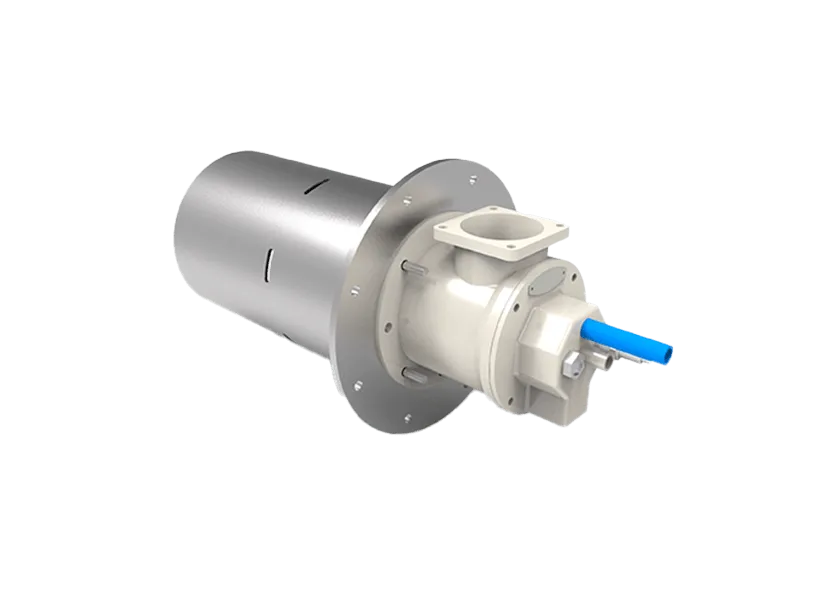
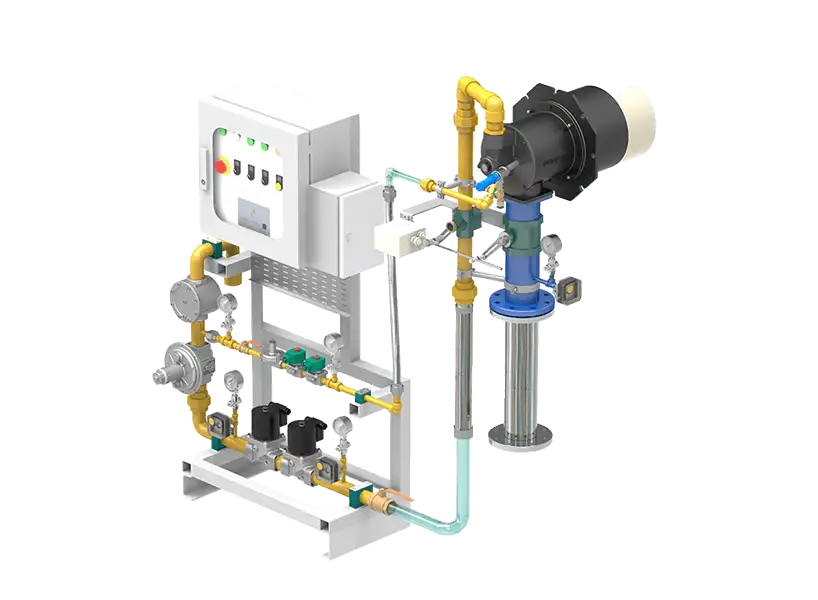
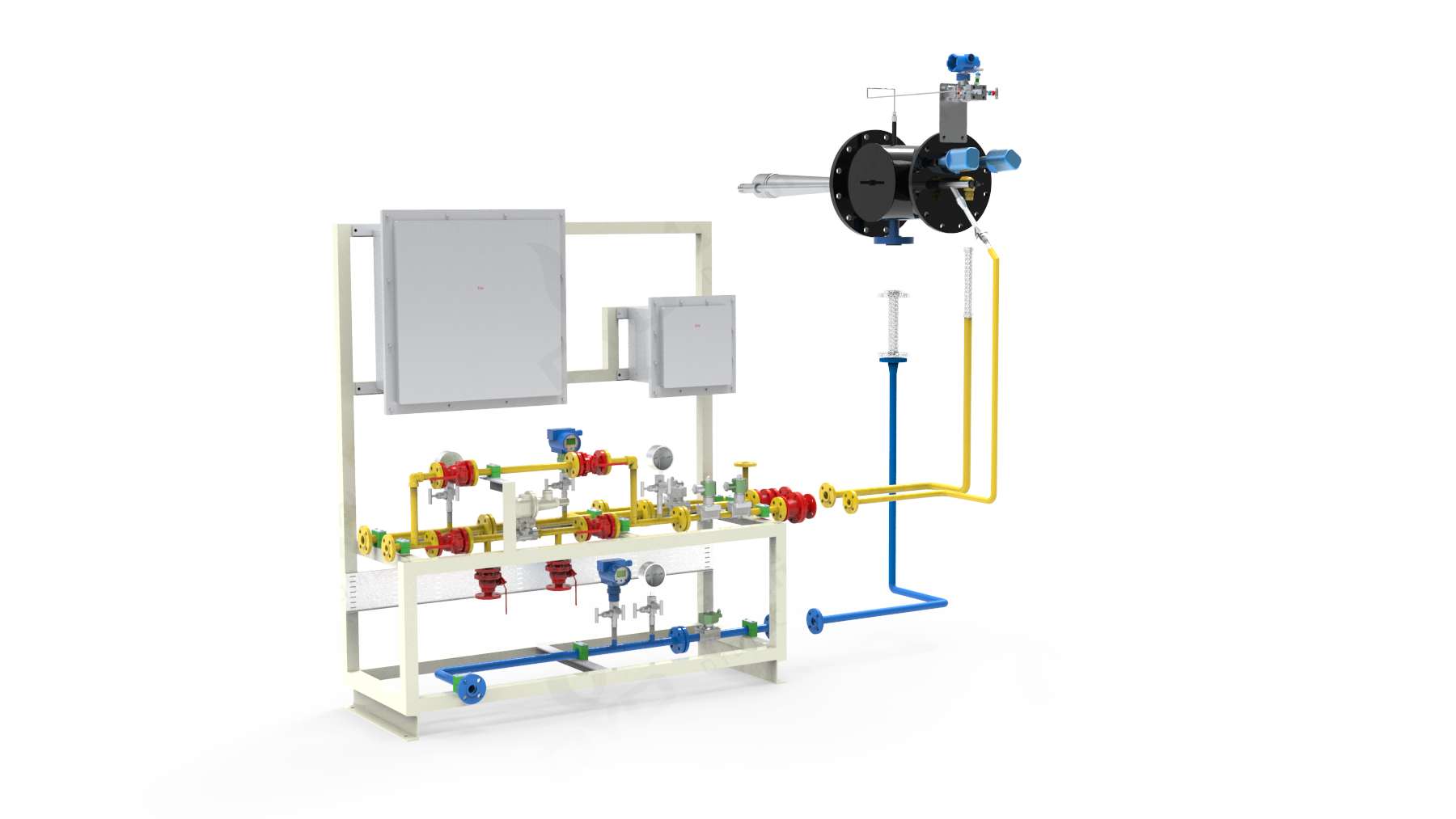
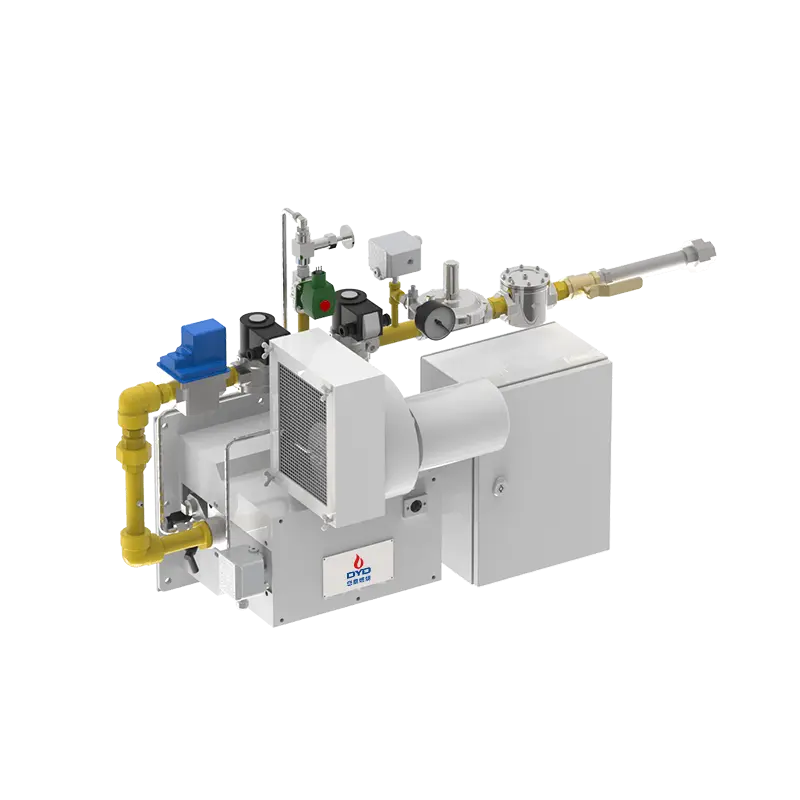
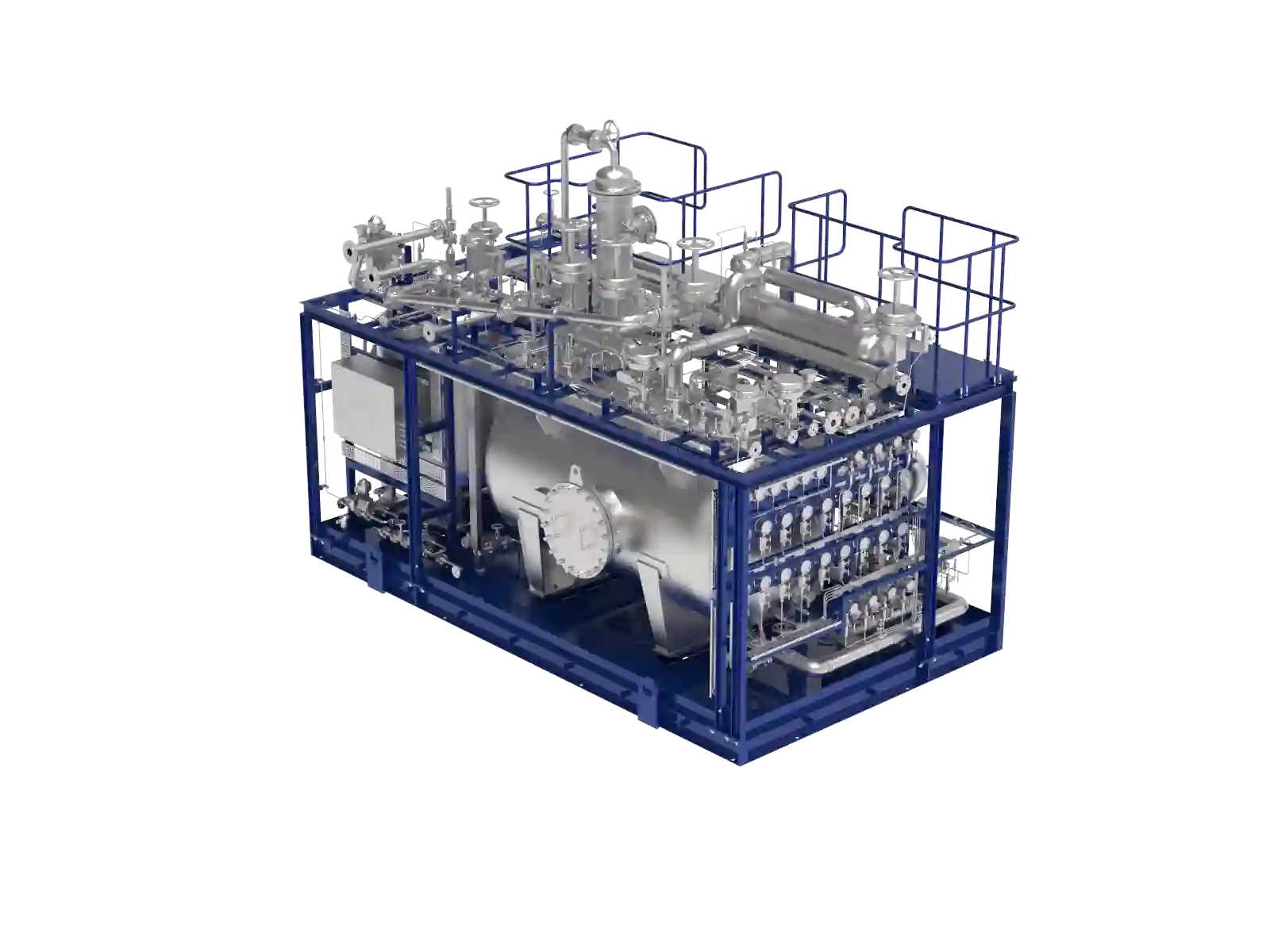
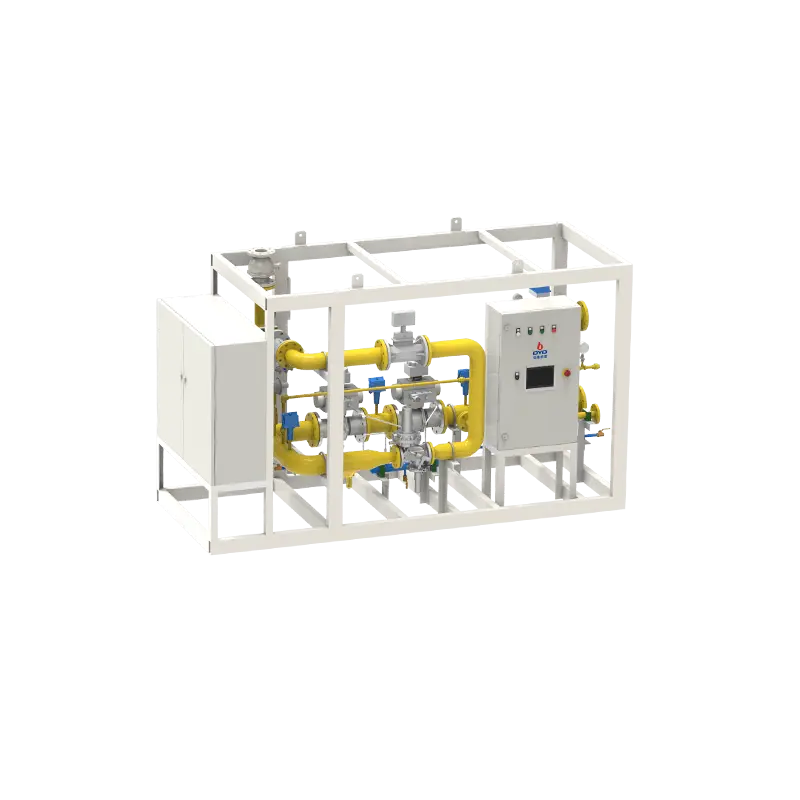
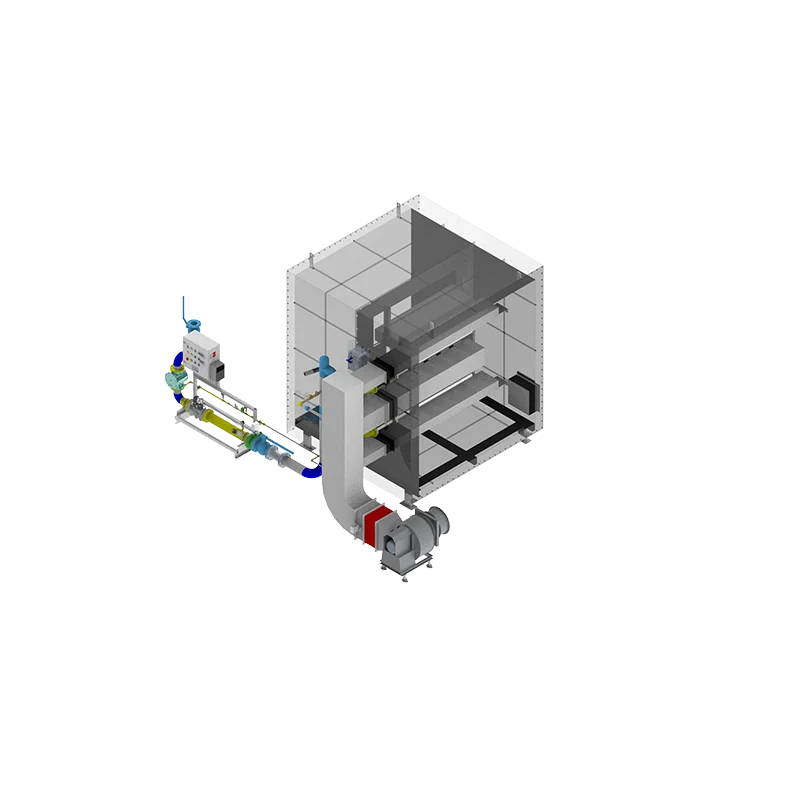
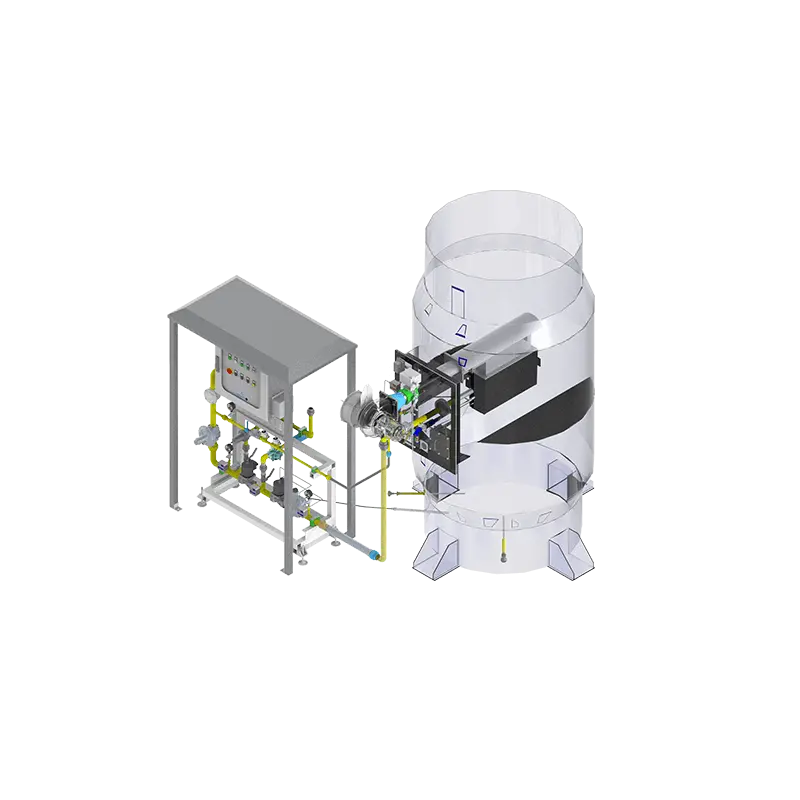
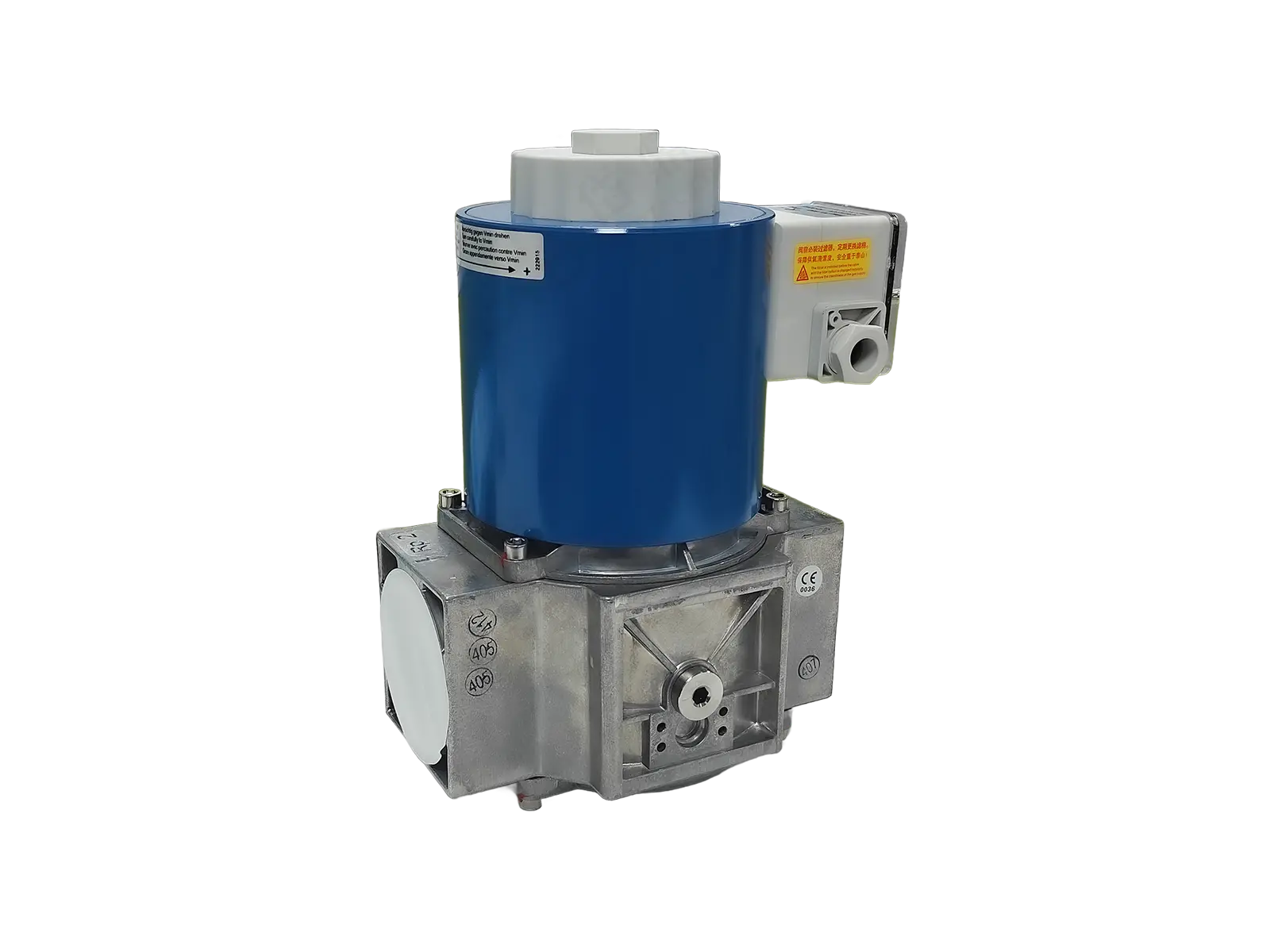
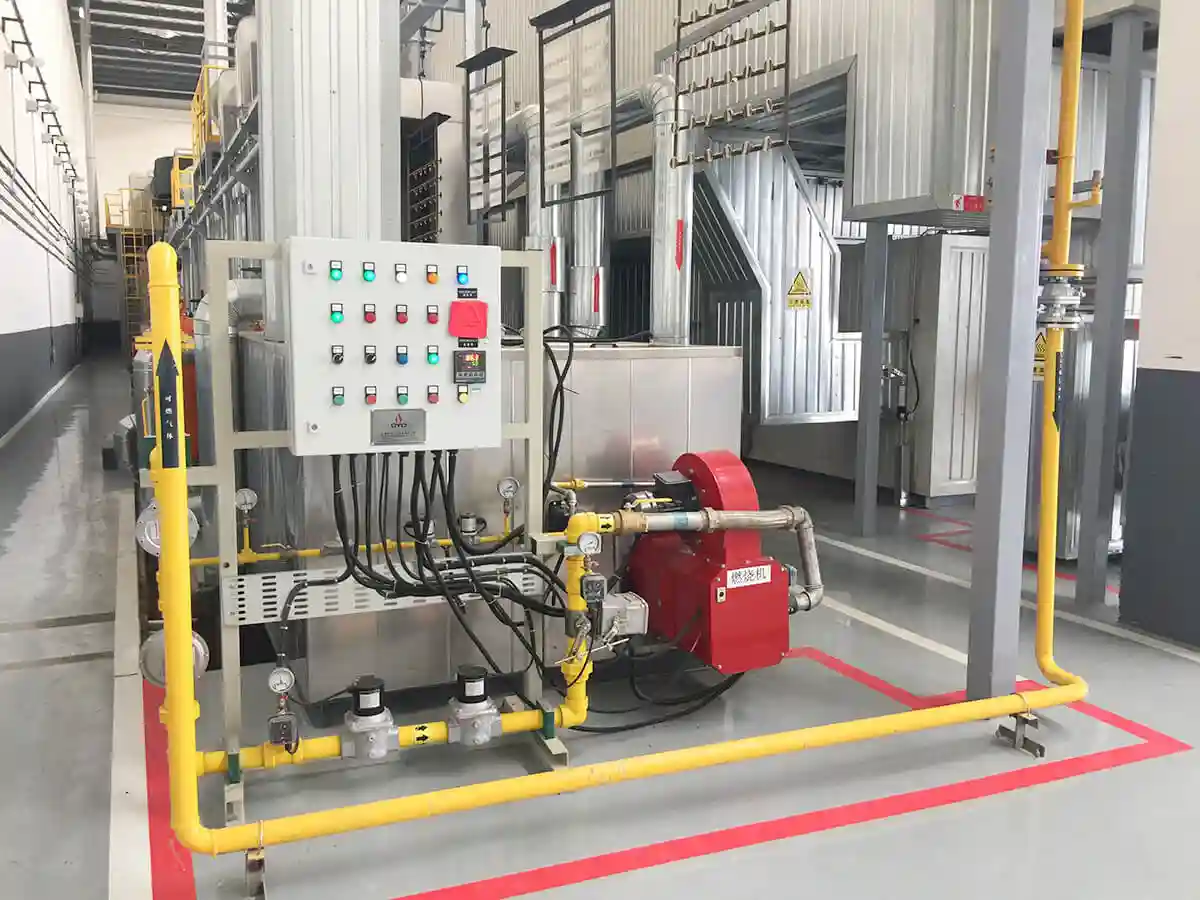
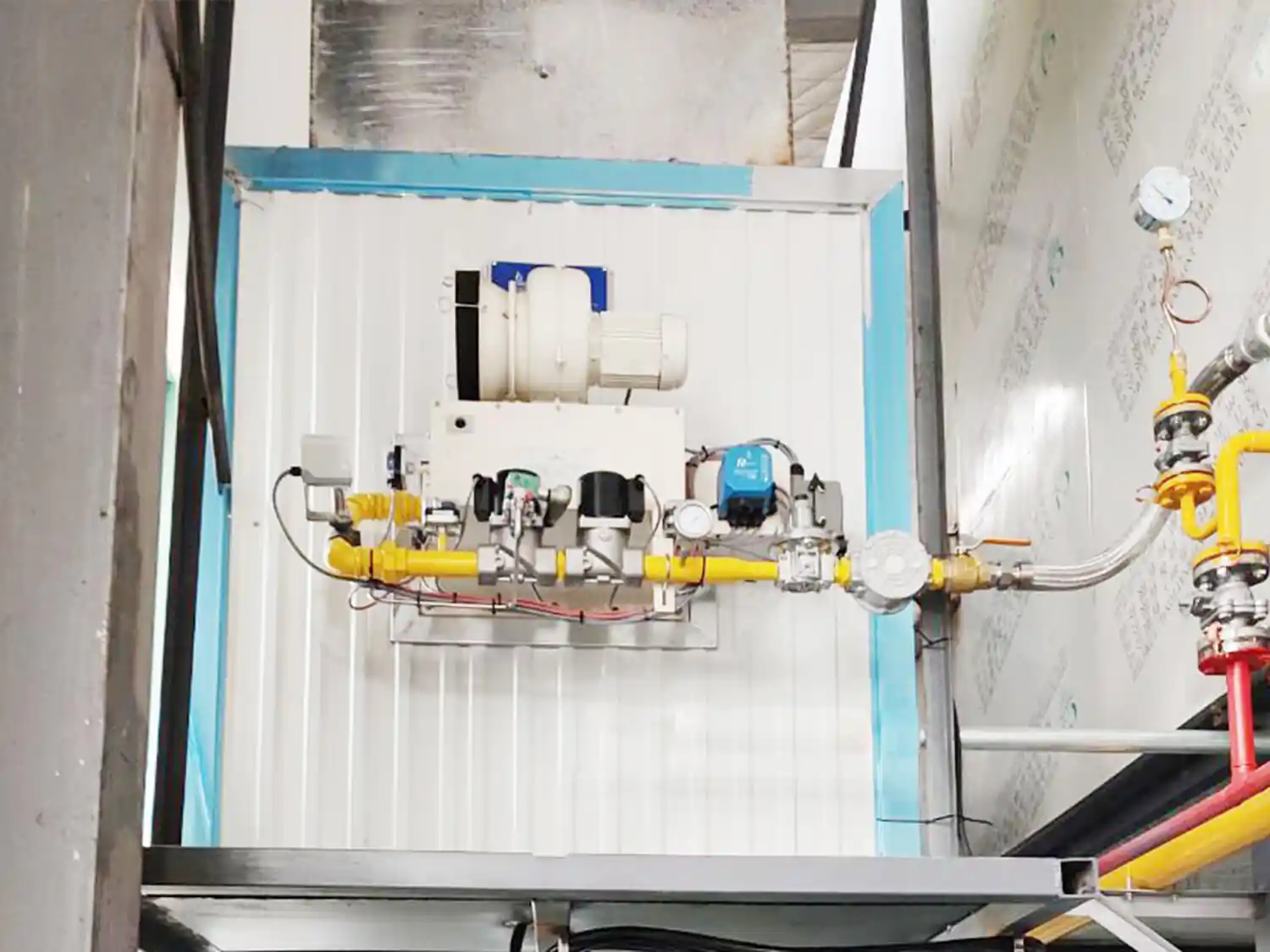
(食品添加剂烘干燃烧器厂家)
对于食品添加剂烘干厂家而言,引进一台高性能的燃烧器只是第一步。真正的价值在于如何将其与现有的烘干箱、输送系统、控制系统无缝集成,形成一个高效、智能的烘干解决方案。因此,选择一家不仅提供设备,更能提供工艺支持和技术服务的合作伙伴至关重要。专业的燃烧器制造商能够根据物料的特性(如热敏性、含水率、颗粒度等)和烘干要求,提供定制化的燃烧与送风方案,帮助厂家优化整个烘干工艺曲线,从而实现提质、增效、降耗的综合目标。